QT6-15型全自动免烧砖生产线示意图:

一、产品简介
QT6-15型免烧砖机是一款液压全自动制砖机设备,一机多用,可满足市场上的各种需求。砌块制品抗压强度好,外观尺寸准,离散性小,每块砌块强度都能保障。
该系列设备采用封闭式皮带输送,严格控制小料斗储料量,做到随送随用,防止混凝土受余震影响而提前液化,保障制品强度。稳定的振动形式:利用电脑控制液压系统的流量、压力,完成垂直同步震动、变频、刹车; 的台模压合振振动形式使混凝土在2-3秒内充分液化、排气。利用加压时过剩油液,将其转换成震击力,从而基本消除能耗。合理的振动分布:通过脱膜油缸将模箱锁定在振动台上,模台合振;压头上另装有 振动器,以增大振动速度的效果。这种振动形式使混凝土快速液化、排气、使制品达到高密度,高强度。可大比例利用多种废灰、废渣、炉渣、矿渣、煤矿石、火山灰、煤灰、石屑、建筑垃圾可生产出各种高质量的承重或非承重制品。稳定的下料和破拱装置使物料快速均匀地送入模箱;特殊的双端合成输出振动技术,合理的振动器布置,使激振力在振动台内均匀分布。从而保障制品重量、强度的一致性。
该设备具有以下优点:
1、电气系统:电气系统采用可编程控制器PLC控制,配备数据输入输出装置,控制系统包括 逻辑控制及故障诊断系统。液压控制系统由大容量的油箱体自动调压变量系统、高低压控制系统、同步脱模装置组成。结合的技术,使设备运转的每一个循环过程一致,因而成型产品稳定性高、废品率低。

2、液压系统: 电脑电器密封件,液压元件采用高动态性能比例阀,以准确控制关键部件的动作。整个液压系统更加稳定、实用、采用 油液过滤系统,更能保障液压元件的使用时间和液压系统的稳定性。

3、振动加压成型装置:振动加压成型装置由机架体、稳定激振、隔振装置、加压装置、脱模装置组成。采用垂直定向振动,加压成型,同步脱模。成型周期缩短、生产效率提高、砌块质量密实、强度高、尺寸准确。

4、自动码垛机系统采用PLC智能控制,其送转速度快自动化程度高,运行平稳噪音低效率高。激振台根据机械共振离心力原理,利用定向振动方式使其运行实用,液压全自动免烧砖机的安装、维护 保养都很方便。
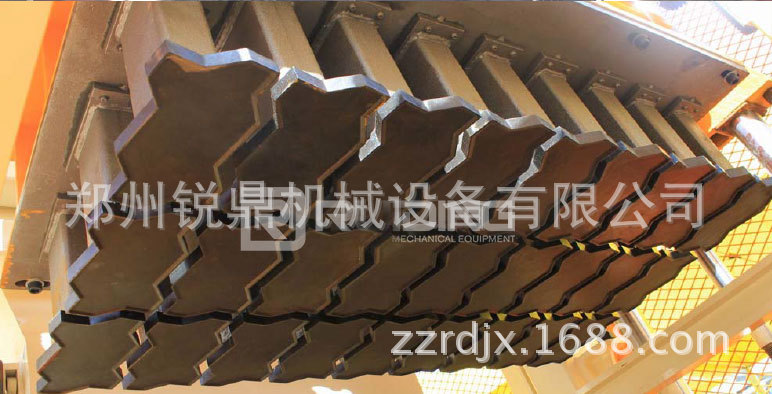

模具材料采用16Mn经渗淬硬度,渗碳层深度0.8mm;硬度HRC50-55;另一种采用 的耐磨钢经淬硬;模具的使用时间在600万模。
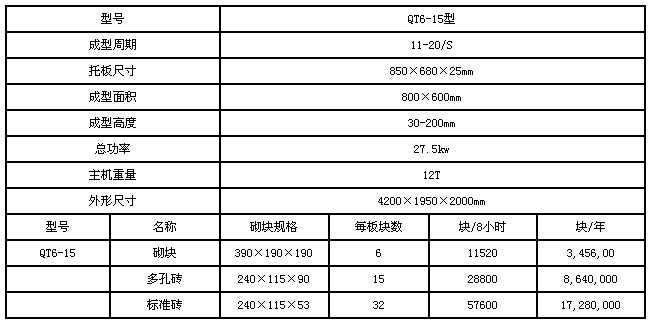
二、技术参数
三、原材料的要求
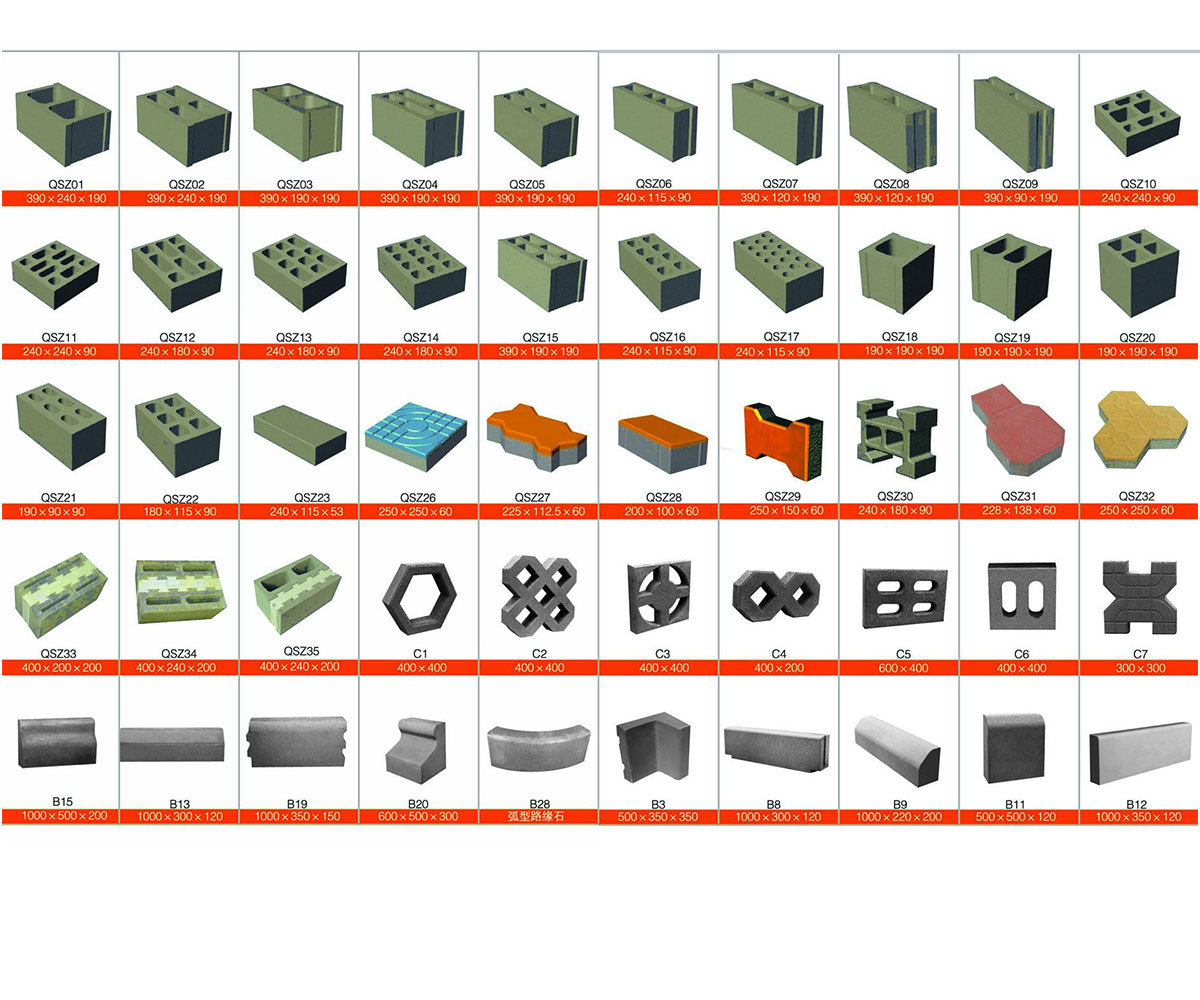
砌块成型机属于混凝土砌块 设备,通过更换模具可生产各种混凝土墙体砌块如:新型保温温砖、空心砖、多排孔砖、实心砖等;各种路面砖如:连锁砖、荷兰砖、路沿石;以及各种用于公园、机场、码头等用途的特种混凝土构件、水工砌块、干垒砖、花盆砖、栅栏砖等。砌块制品抗压强度高,外观尺寸准确,抗冻性,防渗透性强。 设备适用于制造高质量、高强度的混凝土或粉煤灰砌块,是国内市场上较好的机型,各种不同配置的生产线可满足用户对大部份混凝土产品的加工要求和产量需求。
设备对原材料具有较好的适应性,并考虑了以粉煤灰等工业废渣作为原材料的要求:
1.水泥:应适宜GB 175、GB/T 2015的规定。
2.细集料:应适宜GB/T 14684的规定。
3.粗集料:碎石、卵石应适宜GB/T 14685的规定,重矿渣应适宜YBJ 20584的规定。炉底渣、灰渣混排 时,0.16mm筛筛余部分的烧失量应不大于15%。石屑:小于0.16mm的细石粉含量应不大于20%。
4.掺合料:粉煤灰应适宜GB/T 1596和GB 6566的规定,高炉矿渣粉应适宜GB/T 18046的规定。
5.轻集料:应适宜GB/T 17431的规定。
6.外加剂:应适宜GB 8076和JC 474的规定。
7.颜 料: 应适宜JC/T 539的规定。
8. 水: 应适宜JGJ 63的规定。
四、产品质量
此生产线所生产的产品均需适宜相应的标准。
1.空心砌块
规格:390×190×190mm 质量:抗压强度可大于10Mpa (可加入一定量的粉煤灰,比例约30%)
2.多排孔砖
规格:240×115×90mm 质量:抗压强度可大于15Mpa (可加入一定量的粉煤灰,比例约30%)
3.实心砖
规格:240×115×53mm 质量:抗压强度可大于15Mpa (可加入一定量的粉煤灰,比例约30%)
4.彩色路面砖
规格:200×100×60mm 质量:抗压强度可大于30Mpa



五、配套设备:


六、部分砖型
七、合作客户




八、发货现场


各种砖机免费提供技术指导、培训、上门安装调试、维修等,场地水电多样,5-7天就可让您顺利生产。
各种免烧砖机、砖机生产线、彩砖机、彩砖花砖生产线、合理的价格,较好的质量,贴心的服务是您的有力保障!